 swe
swe
 swe
swe

Träbottnar
Arbetet börjar när vi får timmer levererat till vår fabrik. Stockarna sågas upp i olika dimensioner beroende på modell och storlek på träbotten som ska produceras.
Torkningen av virket är nästa steg. De sågade plankorna står normalt 3 - 4 veckor i vår virkestork tills fuktinnehållet minskas till cirka 11 - 12%. Vår nya tork med ny torkningsteknologi garanterar precision, vilket är viktigt för att säkerställa att formhållning efter bearbetning.
De torkade plankorna sågas sedan upp i olika längder beroende på bottens storlek. Den unika Troentorpbotten med vår upphöjda häl och hålfotsstöd bildas under svarvningen. Extra tjockt trä och våra specialutvecklade former ger våra Ideal och Original fotbäddar sin anatomiska form.
Efter fräsning appliceras lim på både trä och yttersula. Trä och yttersula pressas sedan försiktigt ihop.
Då är det dags för finfräsning, vilket görs i våra specialutvecklade Hultanäs-maskiner. Spikspåret och den karakteristiska dekorativa randen på hälen fräses sedan ut. Slutligen så finslipas fotbädden och utsidan av botten lackeras.
Ovanläder
Vi arbetar med många olika typer av läder som vegetabilgarvat, pull-up, mocka och nubuck. Varje typ av läder har sina egna egenskaper och våra skomakare måste anpassa behandlingen beroende på typen av läder.
I den här fasen inspekterar stansaren först varje hud och bestämmer sedan i vilken riktning skinnet ska stansas.
Varje modell och storlek har sitt egna stansjärn för att ge bästa möjliga passform för träskorna.
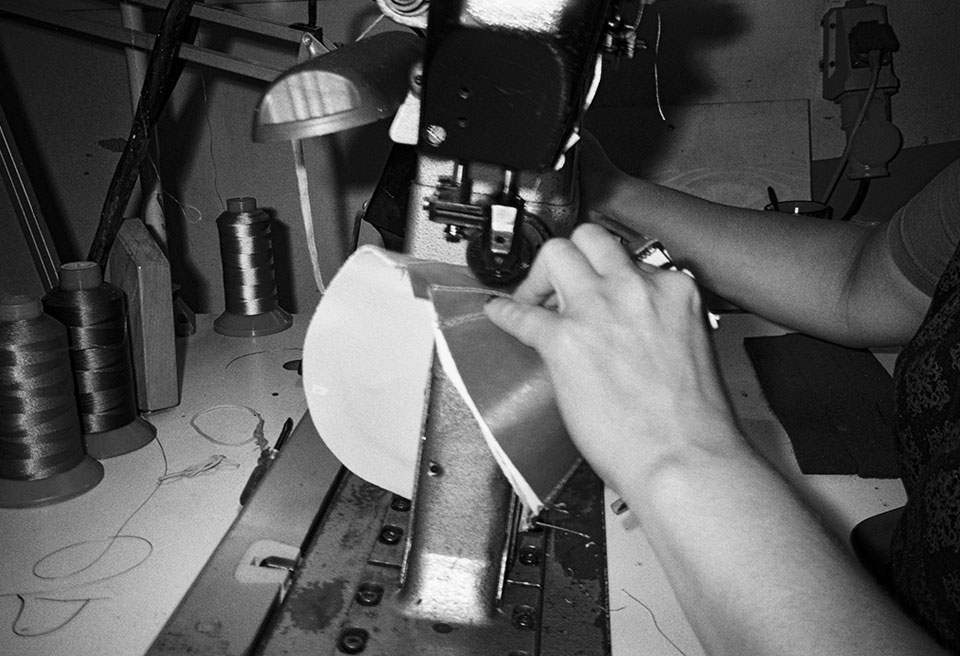
Efter att ha stansat på ovanlädret så syr vi på polster och foderläder. Remmar, spännen och öljätter sätts fast innan den slutliga inspektionen av de färdiga ovanlädren.

Lästning
Ovanlädren läggs i vatten eller ångas för att mjukgöra läderfibrerna innan de sträcks över lästen. Lästningen är en mycket viktig process eftersom träskorna ska få sin form när de tillverkas innan användaren går in skorna.
Till skillnad från de flesta andra träskotillverkarna så sträcker vi ovanlädret över lästen innan vi spikar träskorna. Läder måste behandlas som ett levande material och när skorna lästas måste man vara försiktig eftersom flexibiliteten i lädret beror både på huden som används och var i huden ovanlädret har stansats ut. Detta är ett mycket viktigt steg i produktionen eftersom träskorna måste få en bra passform och behålla sin form efter tofflorna börjar användas.
Om man tittar noga kan man se små hål på träbotten. Detta beror på att överdelarna har sträckts över lästen och fästs med klammer innan spikprocessen. Dessa klammer tas sedan bort efter att träskorna har spikats.
Spikning
Träskorna spikas med riktig spik istället för klammer. Detta produktionssteg är mycket mer fysiskt krävande än klamring, men resultatet är vårt unika Troentorp-look och kvalitet.
Efter att träskorna spikats skärs lädret som blivit över bort och varje träsko kontrolleras noggrant innan tofflorna placeras i ett torkrum över natten.
När trätofflorna är torra låter vi dem kylas ned innan vi tar ut lästerna. Slutligen kvalitetskontrolleras, poleras och packas skorna.
Efter det är tofflorna redo för dig att bära!
